")


Trong ngành công nghiệp và xây dựng, độ cứng của vật liệu thép là một trong những yếu tố quan trọng để đảm bảo chất lượng và tính bền vững của các sản phẩm. Để đo lường độ cứng của thép, có nhiều phương pháp khác nhau được áp dụng. Trong bài viết này, chúng ta sẽ tìm hiểu về Phương pháp kiểm tra độ cứng thép sử dụng máy đo, với nguyên lý Bật-Nẩy của bi trong thiết bị đo.
1. Nguyên lý test bật nảy để đo độ cứng
Phương pháp đo độ cứng sử dụng viên bi bắn thường được gọi là phương pháp đo độ cứng bằng viên bi (Ball Indentation Hardness Testing). Nguyên lý của phương pháp này dựa trên việc đo kích thước của vết lõm được tạo ra bởi một viên bi cố định có đường kính xác định trên bề mặt vật liệu được kiểm tra.
Dưới tác động của lực tác động được áp dụng lên viên bi, viên bi sẽ chạm vào bề mặt vật liệu và gây ra một vết lõm. Đường kính và độ sâu của vết lõm được đo và sử dụng để tính toán độ cứng của vật liệu.
Phương pháp này dựa trên nguyên lý của luật Hooke về đàn hồi của vật liệu. Khi một lực tác động nhỏ được áp dụng lên vật liệu, vật liệu sẽ uốn cong một khoảng nhỏ tương ứng với lực đó. Viên bi được chọn có đường kính nhất định để tạo ra một vết lõm có kích thước đủ nhỏ để ảnh hưởng đến các cấu trúc tương tự như cấu trúc tại các vị trí khác nhau trong vật liệu.
Phương pháp đo độ cứng sử dụng viên bi bắn được sử dụng rộng rãi trong nhiều ngành công nghiệp và nghiên cứu vật liệu để xác định độ cứng tương đối và đánh giá tính chất cơ học của vật liệu
2. Chuẩn bị bề mặt trước khi đo và các lưu ý
2.1. Làm sạch bề mặt: Loại bỏ các tạp chất và bụi bẩn trên bề mặt vật liệu bằng cách sử dụng dung dịch làm sạch hoặc dung dịch pha loãng.
2.2. Mài hết lớp sơn trên bề mặt tấm thép (sâu khoảng 0.8 – 1mm) tại vị trí cần kiểm tra, với diện tích rộng x dài khoảng 50mm x 50mm. Bước này giúp loại bỏ các lớp phủ không cần thiết trên bề mặt và tạo điều kiện tốt nhất cho quá trình kiểm tra.
2.3. Loại bỏ các chất ôxy hóa hoặc gỉ: Nếu bề mặt vật liệu có các vết gỉ, ôxy hóa hoặc lớp màng bảo vệ, cần loại bỏ chúng để đảm bảo bề mặt đồng nhất và tương đối.
2.4. Nếu bề mặt vật liệu không đủ phẳng, mịn hoặc không thích hợp, có thể sử dụng phương pháp mài hoặc đánh bóng để làm phẳng và đồng nhất bề mặt. Cần đánh bóng bề mặt mẫu thép đạt độ bóng BA, theo khuyến cáo chuẩn bị thử mẫu của thiết bị đo. Quá trình đánh bóng nhằm loại bỏ các vết nứt, xước và bất đồng màu trên bề mặt, tạo ra một bề mặt mịn và đồng nhất để đo đạc độ cứng. Điều này giúp đảm bảo rằng lực tác động của viên bi được phân bố đều trên bề mặt.
2.5. Kiểm tra độ phẳng: Trước khi tiến hành đo, hãy kiểm tra độ phẳng của bề mặt vật liệu. Để chắc chắn, nên sử dụng thiết bị kiểm tra độ phẳng như một máy kiểm tra độ phẳng hoặc một mảnh kính phẳng để đảm bảo rằng bề mặt không có các uốn cong hay lỗi phẳng.
2.6. Đảm bảo bề mặt khô: Trước khi thực hiện đo đạc, đảm bảo rằng bề mặt vật liệu hoàn toàn khô. Dùng các phương pháp làm khô như sấy nhiệt, gió nóng hoặc sử dụng khí khô để đảm bảo bề mặt không còn ẩm ướt hay có dầu mỡ.
2.7. Đặt vật liệu trên một nền phẳng chắc chắn, bằng phẳng. Khi đo cần giữ máy đo “tĩnh” theo phương thẳng đứng. Điều này đảm bảo sự ổn định và chính xác trong quá trình đo đạc.
3. Phương pháp đo với máy sử dụng bi bắn
3.1. Chuẩn bị thiết bị: Chuẩn bị máy đo độ cứng phù hợp với phương pháp đo cụ thể được sử dụng. Đảm bảo máy đo được hiệu chuẩn và kiểm tra trước khi sử dụng.
3.2. Đặt vật liệu và áp dụng lực: Đặt vật liệu lên bề mặt cứng và phẳng. Áp dụng lực tác động lên vật liệu thông qua viên bi.
3.3. Khi đo cần giữ máy đo theo phương thẳng đứng. Điều này đảm bảo sự ổn định và chính xác trong quá trình đo đạc.
3.4. Ghi lại kết quả: Ghi lại các thông số đo và kết quả độ cứng của vật liệu. Lưu trữ thông tin đo đạc để so sánh và tham khảo trong tương lai.
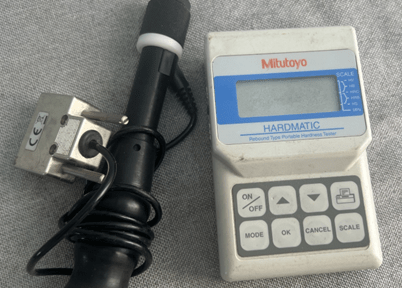
4. Ví dụ thực tế Khách hàng của GAC gặp phải khi sử dụng máy đo cầm tay (với nguyên lý đo theo phương pháp bi bắn nêu trên)
Kết quả đo độ cứng thép Hardox chỉ đạt 31 HRC. Ở đây, kết quả đo chưa cho ra đúng thông số độ cứng của thép Hardox là do khách hàng chưa tuân thủ đúng các lưu ý như đã đề ra tại mục 2.2, 2.4, 2.7 và 3.3, đây cũng là các lỗi thông thường các khách hàng mắc phải, đó là:
- Không mài và đánh bóng bề mặt đo đạt được độ bóng BA
- Không làm bề mặt tấm thép (chỗ được đo) có được sự đồng phẳng theo đúng yêu cầu
- Đo tay bị rung và không đặt được máy theo phương thẳng đứng
Do đó để cho ra kết quả chính xác nhất với máy cầm tay và phương pháp đo này GAC xin khuyến nghị:
Khách hàng nên cắt riêng một miếng mẫu kích thước 100x100mm và làm đúng các khuyến cáo nêu trên để cho việc test, tránh TUYỆT ĐỐI test trực tiếp lên cả tấm thép như video trên, bởi vì việc test trực tiếp lên tấm như video trên không thể đảm bảo được mẫu test theo yêu cầu về mẫu test nói trên và gây sai số rất lớn như video.